
Hey guys, so I live in VA and we have state inspections. They are fairly strict with emissions standards and I wanted to do a write up for anyone who wanted to more legitimately modify their downpipe to be federally compliant with emissions standards. So basically I'll be uploading pics of the progress over the weekend and I'll answer any questions you guys have to the best of my ability. The CNT, mishimoto, Cobb, map, and cpe catted downpipes are not EPA compliant. The milltek and mountune downpipes are EPA compliant and feature a welded tag that shows the EPA number but these are "hi flow" sports catalysts that don't even name their cell count. The g-sport cat I will be welding in is a true high flow cat with a 300 cell converter. These are rated for 300-500 hp and are perfect for our fiestas. They also make an "ultra high flow" cat that's supposed to be able to perform at 500-800 hp but I thought this was overkill for my build.
The first picture shows the cat. The code I was talking about is the EPA code on the bottom line. I marked the lines I'll have to cut along to weld this in. I'm going to have to target this pipe to make sure I maintain the proper angle and I'll show yall how to do that as well when I get the material. So I will be welding 304 stainless to 304 stainless which means I'll need to select a Tig rod that's higher than 304. I will probably be welding with 309 Tig rod to be safe. As you can see ill also need to blue line the bosses out and the bracket as well. The bracket will need to be welded onto the cat to make it all fit appropriately. I will also need to move that first boss probably further towards the top of the downpipe. Its right in the way.




As I paid more attention to the welds... The 2J welds are actually really shitty. One of the boss welds even has porosity in it and the entire bracket looks like it was dry washed (no filler metal added just base metal).
Next, I got some new pipe and started taking the previous measurements and comparing them to the new pipe. I bottomed out the pipe in the flange and put a 1/4 inch of the pipe into the flex pipe on each side. Measurements for the 2 pieces of pipe were 1 1/8" on the flange side and 1 3/8 after the flex pipe. Total length at this point was 8.5 inches.





Then I had to weld on the cat. I put 1/2 inch of pipe inside the cat after the flex pipe.

Now this was the hard part. After this, I had to order a 180 degree bend. The only problem is its a custom bend from the cat to the turbo so one needs to use a little creativity. It also is a requirement to fit all your pieces up at this point to the car. So you have your flex pipe and cat welded together. Bolt that up to the exhaust then bolt the flange which you have either blue lined off your existing down pipe like i have or bought from a cnc shop and then take a rough estimate of the bend you need and cut it off. I used my 2j downpipe to get a rough estimate.




As you can see that last weld is a monster. So don't make the mistakes I did. 1 make sure your not only bolting the exhaust up properly to the turbo and the catback but ALSO make sure you have the exhaust hanger you intend to use connected as well.... This will save you at least 2 hours of trouble until you realize it wont fit with the poly hanger.... lol. It does fit, I just cant use the hanger.
I decided to seal weld the inside of the downpipe to remove a failure point and grind it flush.


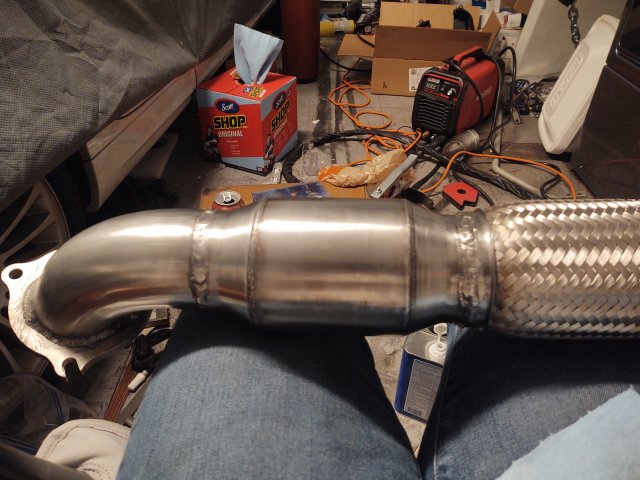
The metal was thinner than I was expecting and I wasn't satisfied with the way things looked so out came the grinder. I also sanded it down like a mad man. I used in this order, 60 grit dremel pad, 120 grit dremel pad, 240 grit dremel pad, 800 grit wet sand, 1000 grit wet sand, 2000 grit wet sand then rubbed the entire thing down clean with acetone and finally 3000 grit 2 times on the entire downpipe.
Here is the end result.

The first picture shows the cat. The code I was talking about is the EPA code on the bottom line. I marked the lines I'll have to cut along to weld this in. I'm going to have to target this pipe to make sure I maintain the proper angle and I'll show yall how to do that as well when I get the material. So I will be welding 304 stainless to 304 stainless which means I'll need to select a Tig rod that's higher than 304. I will probably be welding with 309 Tig rod to be safe. As you can see ill also need to blue line the bosses out and the bracket as well. The bracket will need to be welded onto the cat to make it all fit appropriately. I will also need to move that first boss probably further towards the top of the downpipe. Its right in the way.
As I paid more attention to the welds... The 2J welds are actually really shitty. One of the boss welds even has porosity in it and the entire bracket looks like it was dry washed (no filler metal added just base metal).
Next, I got some new pipe and started taking the previous measurements and comparing them to the new pipe. I bottomed out the pipe in the flange and put a 1/4 inch of the pipe into the flex pipe on each side. Measurements for the 2 pieces of pipe were 1 1/8" on the flange side and 1 3/8 after the flex pipe. Total length at this point was 8.5 inches.
Then I had to weld on the cat. I put 1/2 inch of pipe inside the cat after the flex pipe.
Now this was the hard part. After this, I had to order a 180 degree bend. The only problem is its a custom bend from the cat to the turbo so one needs to use a little creativity. It also is a requirement to fit all your pieces up at this point to the car. So you have your flex pipe and cat welded together. Bolt that up to the exhaust then bolt the flange which you have either blue lined off your existing down pipe like i have or bought from a cnc shop and then take a rough estimate of the bend you need and cut it off. I used my 2j downpipe to get a rough estimate.
As you can see that last weld is a monster. So don't make the mistakes I did. 1 make sure your not only bolting the exhaust up properly to the turbo and the catback but ALSO make sure you have the exhaust hanger you intend to use connected as well.... This will save you at least 2 hours of trouble until you realize it wont fit with the poly hanger.... lol. It does fit, I just cant use the hanger.
I decided to seal weld the inside of the downpipe to remove a failure point and grind it flush.
The metal was thinner than I was expecting and I wasn't satisfied with the way things looked so out came the grinder. I also sanded it down like a mad man. I used in this order, 60 grit dremel pad, 120 grit dremel pad, 240 grit dremel pad, 800 grit wet sand, 1000 grit wet sand, 2000 grit wet sand then rubbed the entire thing down clean with acetone and finally 3000 grit 2 times on the entire downpipe.
Here is the end result.
Attachments
-
 2 MB Views: 4
2 MB Views: 4
Last edited: